
Sistemas de protección catódica
Diseño de SPC
-
Diseño e inspección de sistemas de protección catódica a líneas, tanques, recipientes y estructuras metálicas que se encuentren sometidas a fenómenos de corrosión.
-
Nuestros diseños están avalados por un profesional NACE CP4 según la necesidad del cliente.
Evaluación, Diagnóstico, mantenimiento, recalibración de sistemas de protección catódica.
-
Estudios ECDA (External Corrosion Direct Assessment).
-
Estudios de potenciales a intervalos cortos "ON-OFF" CIS (Close Intervalo Survey).
-
Diagnóstico y reparación de rectificadores.
-
Análisis de aislamiento eléctrico de tuberías.
-
Detección y mitigación de interferencias.
-
Marcaciones con GPS submétrico.
-
Estudio de suelos.
-
Estudios Geoeléctricos.
-
Mantenimiento de estaciones de monitoreo.
-
Limpieza de estructuras mediante chorro a presión.

Inspección en sistemas de protección catódica.
-
PCM (Pipeline Current Mapper).
-
DCVG (Direct Current Voltage Gradient).
-
Continuidad del revestimiento.
-
Pruebas de adherencia.
-
Espesores de placa metálica y recubrimiento.
-
Espesores de película seca y húmeda.
CALIFICACIÓN DE SOLDADURAS
Especificación del procedimiento de soldadura (WPS)
En este documento se plasman las variables esenciales y no esenciales que involucran la soldadura, para esto es necesario la participación del inspector de soldadura, supervisor de soldadura y un soldador.
Para la calificación de procedimientos de soldaduras se ofrecen los siguientes servicios:
-
Pruebas de tensión
-
Ensayos de doblez
-
Inspección visual
-
Radiografía
-
Partículas magnéticas
-
Ultrasonido
-
Ensayos de dureza
-
Pruebas de doblez
-
Identificación positiva de materiales (PMI)
-
Macroataque

Calificación de procedimientos de soldadura (PQR)
Cada procedimiento debe estar respaldado por pruebas verificables y a su vez estas se deben registrar con los factores esenciales y relevantes en el proceso. DILAGO INGENIERIA S.A.S cuenta con personal altamente calificado para desarrollar WPS según códigos como ASME, API Y AWS.
Calificación de soldadores (WPQ)
La destreza o aptitud que tenga el soldador es de fundamental relevancia a la hora de completar y conseguir con éxito un procedimiento de soldadura, para esto es necesario que el operario demuestre sus capacidades realizando soldadura específicas según API, ASME o AWS exijan. En DILAGO INGENIERÍA S.A.S contamos con personal idóneo como CWI o ICS o inspector ACOSEND para realizar dichas calificaciones si así el cliente lo requiere.
Ensayos no destructivos
-
Se denomina ensayo no destructivo a cualquier tipo de prueba practicada a un material que no altere de forma permanente sus propiedades físicas, químicas, mecánicas o dimensionales. Los ensayos no destructivos implican un daño imperceptible o nulo.
-
Se denomina así a toda prueba que se realice sobre un material sin afectarlo metalúrgicamente, se realizan con el fin de determinar el estado geométrico, mecánico o químico de la pieza para verificar si cumple con los estándares de calidad de su código de fabricación o para detectar discontinuidades que puedan resultar en defectos.
• Inspección visual: Permite observar salpicaduras, existencia de cenizas, distorsiones por excesivo calentamiento, grietas. Es adecuada para todos los materiales.
• Líquidos Penetrantes: Consiste en aplicar un líquido coloreado o fluorescente a la superficie en estudio, el cual penetra en cualquier discontinuidad que pudiera existir debido al fenómeno de capilaridad. Después de un determinado tiempo se remueve el exceso de líquido y se aplica un revelador, el cual absorbe el líquido que ha penetrado en las discontinuidades y sobre la capa del revelador se delinea el contorno de éstas.
• Partículas Magnéticas: Es un método de prueba no destructivo para la detección de imperfecciones sobre o justamente debajo de la superficie de metales ferrosos que también se puede aplicar en soldadura. Es una técnica rápida y confiable para detección y localización de grietas superficiales.
• Ultrasonido Scan A/B/C: El ensayo ultrasónico se basa en el fenómeno de reflexión de ondas acústicas cuando encuentran obstáculos a su propagación. La onda será reflejada retornando hasta su fuente generadora, si el obstáculo está en una posición normal en relación al haz incidente.
• Ultrasonido convencional y Phased Array: La tecnología phased array utiliza elementos de ultrasonidos múltiples y retardos electrónicos para crear haces que se pueden dirigir, escanear, barrer y enfocar electrónicamente para lograr inspecciones rápidas, almacenamientos completos de datos e inspecciones con ángulos múltiples. La tecnología phased array permite obtener mediciones precisas y resultados más confiables.

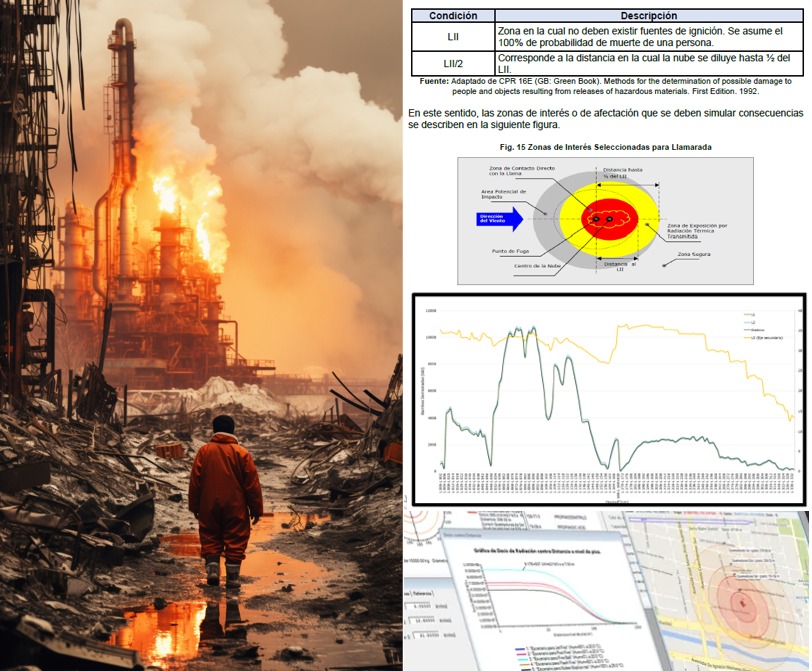
ANÁLISIS DE RIESGOS CUANTITATIVOS QRA Y DE CONSECUENCIAS PHAST
(QRA) por sus siglas en ingles Quantified Risk Assessment es una metodología cuantitativa que analiza de forma trazable los riesgos y consecuencias que pueden surgir debido a incidentes en los sistemas, dichas consecuencias pueden ser de carácter poblacional, ambientales o estructurales. Con el fin de hacer posible dichos cálculos DILAGO INGENIERIA S.A.S cuenta con herramientas digitales como:
-
Software PHAST v 7.11 de GL DNV para el análisis de consecuencias.
-
Software SAFETI (PHAST RISK) v 6.7 de GL DNV para el análisis probabilístico, análisis de consecuencias, estimación de riesgos individual y social (curvas FN)
SERVICIO DE CONSULTORIA TECNICA
-
En DILAGO INGENIERIA SAS contamos con especialistas en áreas como soldadura, corrosión interna y externa, análisis de cargas e integridad que cuentan con el talento técnico y ético para desarrollar los proyectos requeridos por el cliente.
-
Nuestras consultorías más frecuentes:
• API RP 1102: “Pipelines crossing railroad highways.”
• API 653: “Tank Inspection, Repair, Alteration and Reconstruction”
• API 510: “Pressure Vessel Inspection Code Maintenance Inspection, Rating,”
• API 570: “Piping Inspection Code: In-service Inspection, Rating, Repair, and Alteration of Piping Systems”
• API RP 580: “Risk-Based Inspection”
• API 579: “Fitness-For-Service”
